Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Что это такое и для чего он нужен?

Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.

Пример работы
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Размеры самодельного станка:
- Длина 500 мм.
- Высота 300 мм.
- Ширина нижнего швеллера — 120 мм.
- Ширина вертикального швеллера — 60 мм.
- Ролики диаметром — 60 мм.
- Ширина роликов — 98 мм.
- Подшипники номер 6204.
- Размер подшипников 47 х 20 х 14 мм.
- Использовал прижимной винт из нержавейки диаметром 18 мм с латунной гайкой и резьбой « П»- образной ( как на тисках).
Несколько фото процесса изготовления самодельного станка.
Ну и собственно чертежи трубогиба и размеры.
Вот уже готовая самоделка.
Прокатывает профиль «на ура» ! Своей работой доволен.
Автор самоделки: Алексей .г. Саратов.
Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.

Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.

Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком. Такой способ применим для работы с тонкостенными трубами
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.

Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу. На согнутой трубе стыки срезов заваривают сваркой
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
Галерея изображений
Фото из
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из согнутой трубы
Перила и ножки из гнутого профиля
Уютная дачная беседка с округлой крышей
Садовая мебель для загородного участка
Обустройство стоянки для автомобиля
Принцип работы

В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).

Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
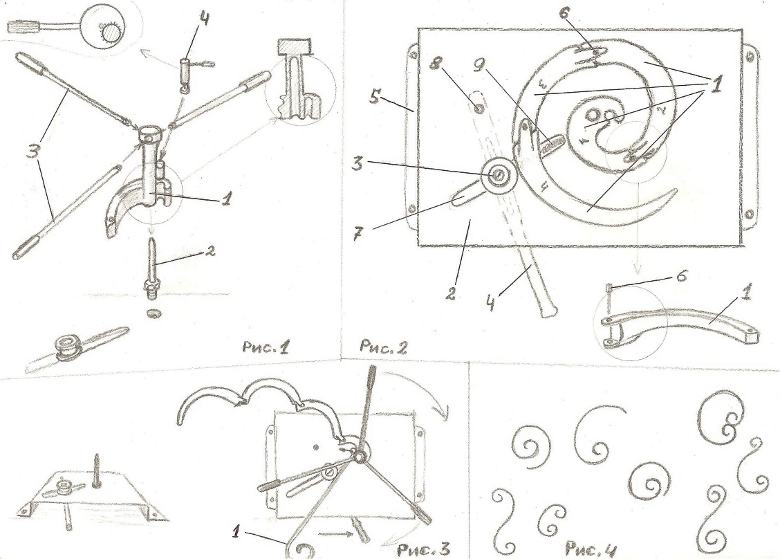
Изготовление компактного трубогиба-улитки

Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.